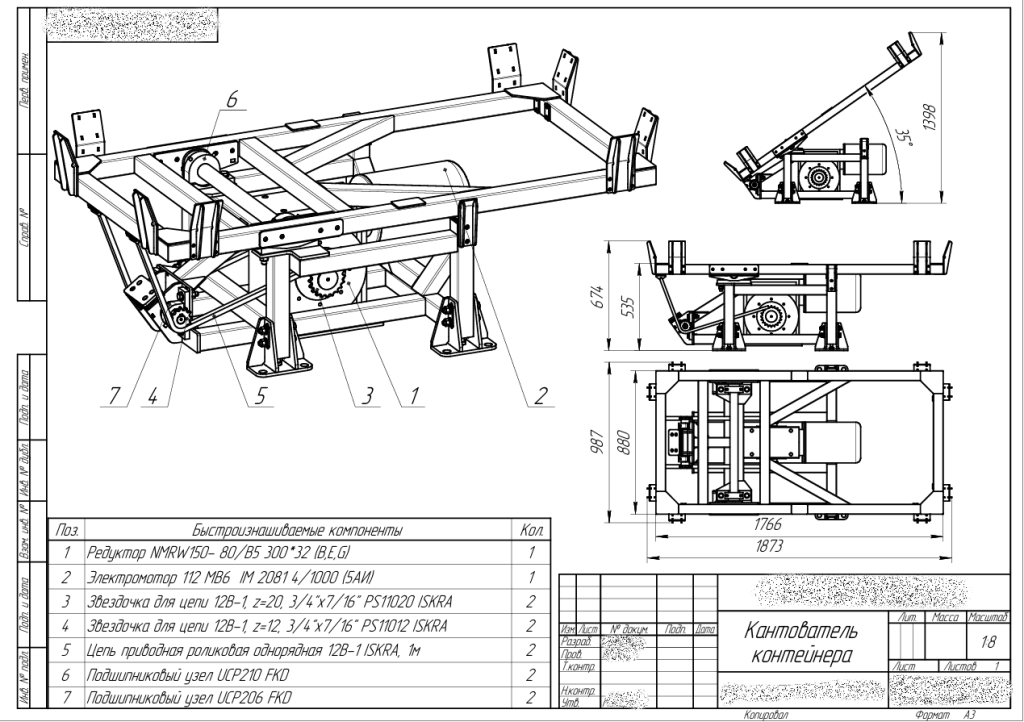
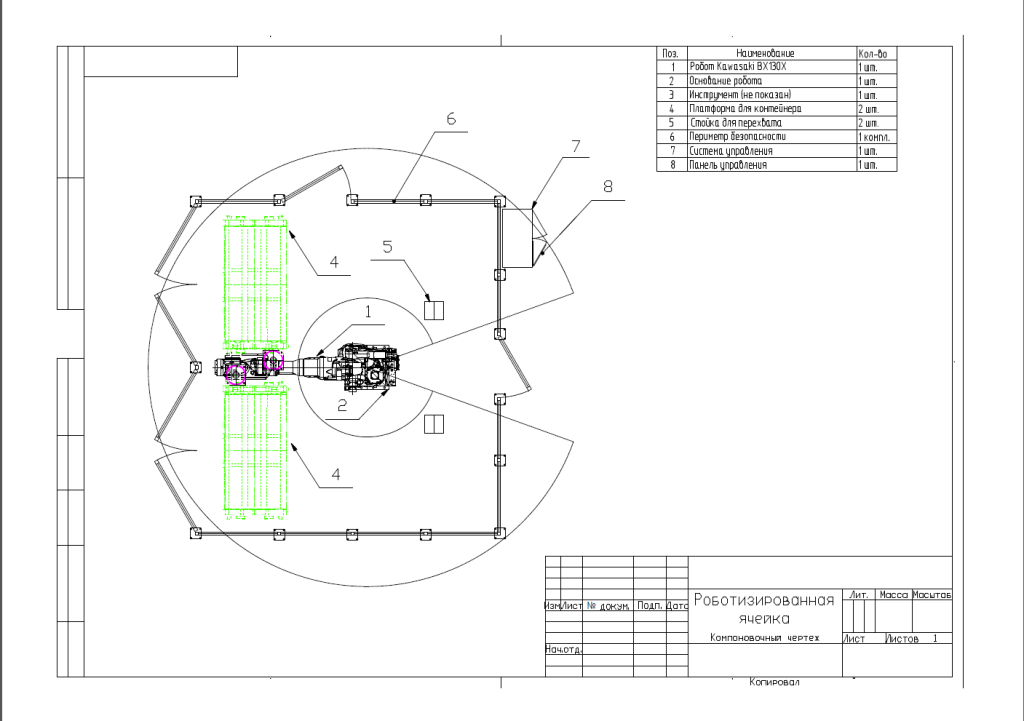
В продаже роботизированная ячейка на базе робота Kawasaki BX130X грузоподъемностью 130 кг. Изначально предназначена для выгрузки муфт НКТ и обсадных диаметрами от 110 до 270мм со станка и укладки в контейнер. Ячейка была спроектирована и изготовлена для автоматизированного комплекса, но в результате не была использована. Кроме самого робота в состав входят сдвоенный пневматический захват Shunk PGN-plus-P 200-1, оборудуемый специальными пальцами для захвата муфт за стенку без повреждения резьбы, два кантователя для контейнеров грузоподъемностью до 2500кг, напольный шкаф управления на базе ПЛК ОВЕН и сенсорной панели диагональю 10,1 дюйма. Оборудование было единожды было подключено для предварительных испытаний (видео), затем упаковано на паллеты. Фактической наработки нет, готово к отгрузке
Оборудование готово к отгрузке со склада в городе Волгореченск Костромской области. Стоимость 5 999 000 руб без НДС.
Обращаться можно по телефону 8-49453-78835 либо на почту lenkov@metoborudovanie.ru Ленков Сергей, Начальник электрослужбы
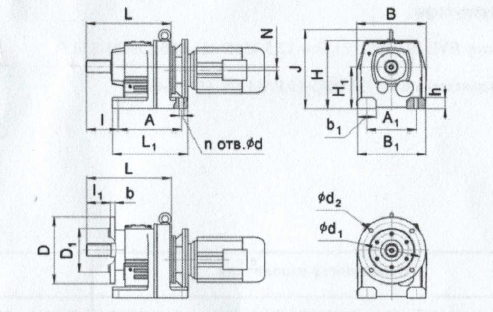
На предприятии заказчика произошёл выход из строя одного из асинхронных электродвигателей мощностью 30 кВт. Вышедший из строя электродвигатель использовался на установке «Косовалковая трубоправильная машина» в составе цилиндрического мотор-редуктора серии BG производства компании BAUER (рис. 1, рис. 2), приводящего в движение один из десяти главных валков (по средствам главных валков осуществляется процесс правки труб, проходящих через установку).
Рис. 1
Рис. 2
После проведения дефектовки вышедшего из строя электродвигателя были приняты следующие решения:
2. На время проведения замены организовать работу установки на 9-и работающих валках (общее количество валков на установке равно 10) и реализовать возможность исключения любого из установленных на установке электродвигателей главных валков из работы на случай выхода их из строя или для проведения пусконаладочных работ .*
* На момент возникновения неисправности такая возможность на установке отсутствовала.
По пункту №1.
Учитывая конструктивные особенности мотор-редуктора указанного типа, а именно:
— подшипниковый щит электродвигателя одновременно является боковой стенкой (крышкой) редуктора;
— подшипниковый щит (с приводной стороны электродвигателя) конструктивно располагается между электродвигателем и первичным валом редуктора, который посажен в полый вал электродвигателя.
было принято решение о выполнении замены электродвигателя в сборе с редуктором. Для замены был использован аналог мотор-редуктора производства ООО «Техноредуктор Урал» (рис. 3) с электродвигателем компании ООО «Элком».
Основные технические характеристики электродвигателей приведены в таблице 1 и таблице 2.
Мощность Pn, кВт
30
Номинальное напряжение Un, В AC:
400
Схема соединения обмоток
Y
Число пар полюсов
2
Частота, Гц**
50
Номинальный ток In, A
56
Номинальная частота вращения, об/мин
1460
Режим работы
S3/S6-75%
cos f
0.85
Класс нагревостойкости изоляции
F
Монтажная позиция IM
B3
Степень защиты
IP65
Температура окружающей среды
-20..40оС
Тип датчика температуры
PTC-термистор
Таблица 1. Основные технические характеристики электродвигателя BAUER.
Мощность Pn, кВт
30
Номинальное напряжение Un, В AC:
380/660
Схема соединения обмоток
∆/Y
Число пар полюсов
2
Частота, Гц**
50
Номинальный ток In, A
59.1/34.0
Номинальная частота вращения, об/мин
1460
Режим работы
S1
cos f
0.85
Класс нагревостойкости изоляции
F
Монтажная позиция IM
2001
Степень защиты
IP65
Температура окружающей среды
-20..40оС
Тип датчика температуры
PTC-термистор
Таблица 2. Основные технические характеристики электродвигателя ООО «Элком».
** Работа обоих электродвигателей может выполняться на частотах до 75 Гц.
Рис. 3
Основные технические характеристики редукторов приведены в таблице 3 и таблице 4.
Выходная частота вращения, об/мин
134
Передаточное число i
10.9
Выходной момент, Нм
1280
Таблица 3. Основные технические характеристики редуктора BAUER.
Выходная частота вращения, об/мин
136
Передаточное число i
10.79
Выходной момент, Нм
2100
Таблица 4. Основные технические характеристики редуктора ООО «Техноредуктор Урал».
Был произведен монтаж и подключение нового мотор-редуктора (рис. 4), а также произведен его ввод в эксплуатацию.
При выполнении ввода в эксплуатацию электродвигателя были произведены:
— редактирование параметров настройки преобразователя частоты, ранее используемого для управления работой электродвигателя производства компании BAUER (тип используемого преобразователя частоты: SINAMICS G120, силовой модуль PM240 6SL3224-0BE33-0UA0, производитель: SIEMENS AG);
— внесены изменения в проект контроллера установки для корректировки задания скорости вращения электродвигателя в связи с различием передаточных чисел установленного и используемого ранее редукторов (тип контроллера: CPU 315-2 PN/DP, 6ES7315-2EH14-0AB0, производитель: SIEMENS AG);
— проведен контроль параметров работы установленного мотор-редуктора. Для сравнения аналогичные замеры были также произведены на одном из мотор-редукторов производства компании BAUER. При проведении замеров для обоих мотор-редукторов были установлены одинаковые параметры настройки (угол поворота валка, диаметр валка). Результаты проведенных замеров приведены в таблице 5. Мотор-редуктор нового типа обозначен в таблице как «тип 2», мотор-редуктор производства компании BAUER обозначен как «тип 1».
Рис. 4
№ п.п
1
1.1
1.2
2.1
2.2
3.1
3.2
4.1
4.2
Режим задания скорости
2
20%
90 м/мин, 50%
90 м/мин, 80%
90 м/мин, 99%
Тип мотор-редуктора
3
Тип 1
Тип 2
Тип 1
Тип 2
Тип 1
Тип 2
Тип 1
Тип 2
Заданное значение скорости, об/мин (SP)
4
219.2
217
1095.7
1084.8
1753.1
1735.7
2169.5
2148
Текущее значение скорости двигателя, об/мин (1/min)
5
219
214 — 219
1059.4 — 1059.9
1085.7 — 1088
1753
1732 — 1737
2169.2 — 2170.0
2146.5 — 2149.5
Значение скорости на валу редуктора, об/мин
6
20.2
20.1
100.6
100.6
160.9
160.9
199.2
199.2 — 199.4
Выходная частота, Гц (FREQ)
7
7.3 — 7.4
7.2 — 7.3
36.5 — 36.6
36.2
58.5
57.9
72.4
71.7 — 71.8
Выходной ток, A
8
19.75 — 20.05
20.02 — 20.07
20
20.43 — 20.47
14.66 — 14.8
16.95
11.54 — 11.65
13.65 — 13.7
Таблица 5.
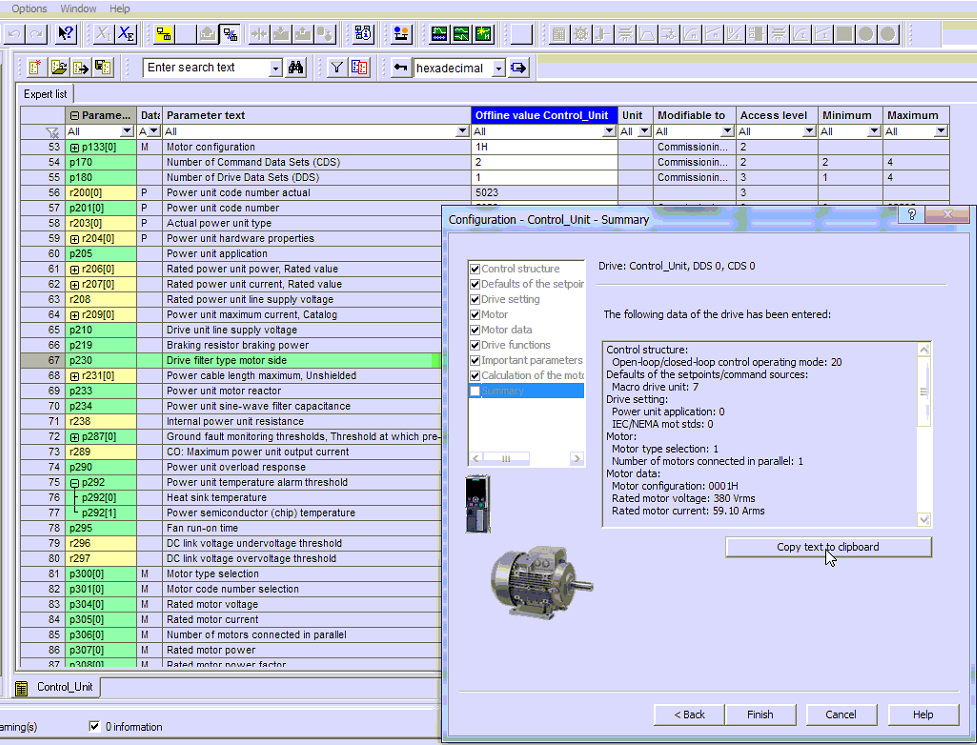
Редактирование параметров настройки преобразователя частоты выполнялось по средствам специализированного программного обеспечения Drive ES – Starter, V4.4.0.3, производитель: SIEMENS AG (рис. 5).
Рис. 5
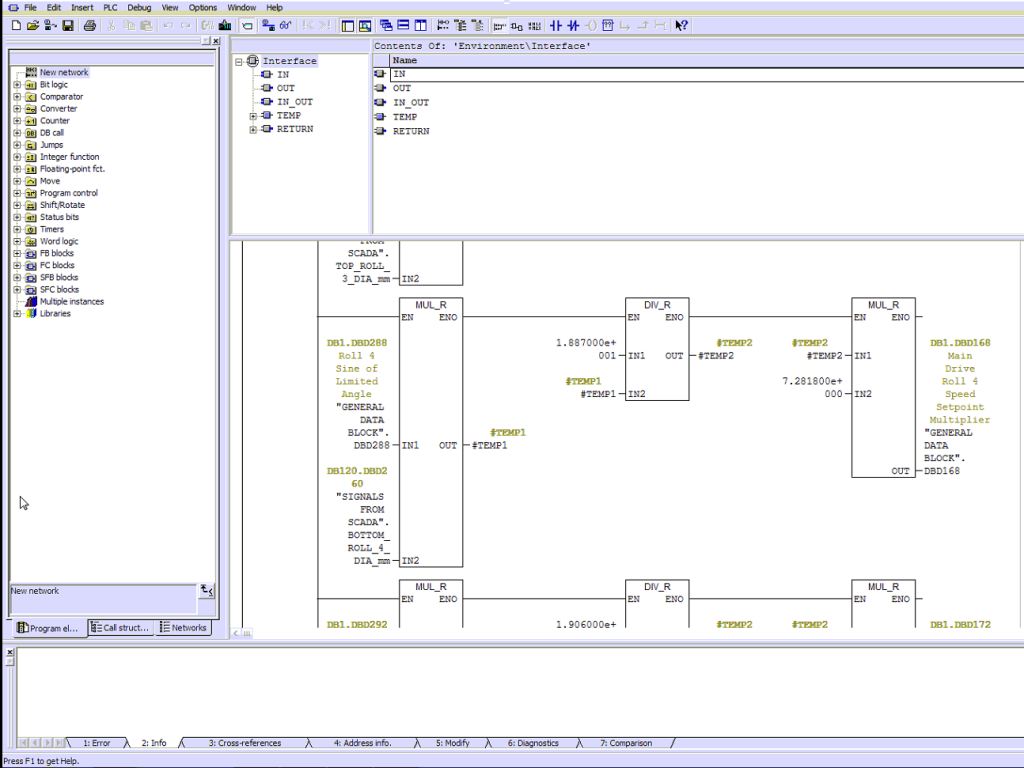
Изменения в проект контроллера установки были внесены с использованием специализированного программного обеспечения SIMATIC Manager STEP 7 V5.6 + SP2, производитель: SIEMENS AG (рис. 6).
Рис. 6
По пункту №2:
При выполнении указанного пункта учитывались особенности организации управления работой электродвигателей главных валков, а именно:
— каждый из главных валков установки приводится в движение собственным электродвигателем (используются трехфазные асинхронные электродвигатели);
— работа электродвигателей главных валков выполняется одновременно;
— линейная скорость прохождения трубы через установку задается оператором установки в зависимости от типоразмера и является одинаковой для каждого из валков в точке касания трубы;
— угловая скорость вращения главных валков может отличаться, поэтому задание скорости вращения электродвигателей главных валков производится индивидуально для каждого из них исходя из заданных значений линейной скорости правки трубы, диаметров валков (задаются на панели управления системы визуализации технологического процесса SCADA) и фактического угла поворота валка (определяется по средствам установленных на установке абсолютных энкодеров);
— для управления работой каждого электродвигателя используется отдельный преобразователь частоты (общее количество установленных преобразователей частоты составляет 10 шт.);
— передача сигналов управления осуществляется по средствам интерфейса передачи данных Profibus;
— возможность исключения одного или нескольких электродвигателей главных валков из работы в случае выхода их из строя или для проведения пусконаладочных работ не была предусмотрена изготовителем оборудования.
Для обеспечения работы установки на 9 валках на время проведения замены вышедшего из строя электродвигателя в проект контроллера установки были внесены необходимые изменения. Изменения были внесены с использованием специализированного программного обеспечения SIMATIC Manager STEP 7.
Для реализации возможности исключения из работы любого из электродвигателей главных валков без использования специализированного программного обеспечения (в случае выхода их из строя или для проведения пусконаладочных работ):
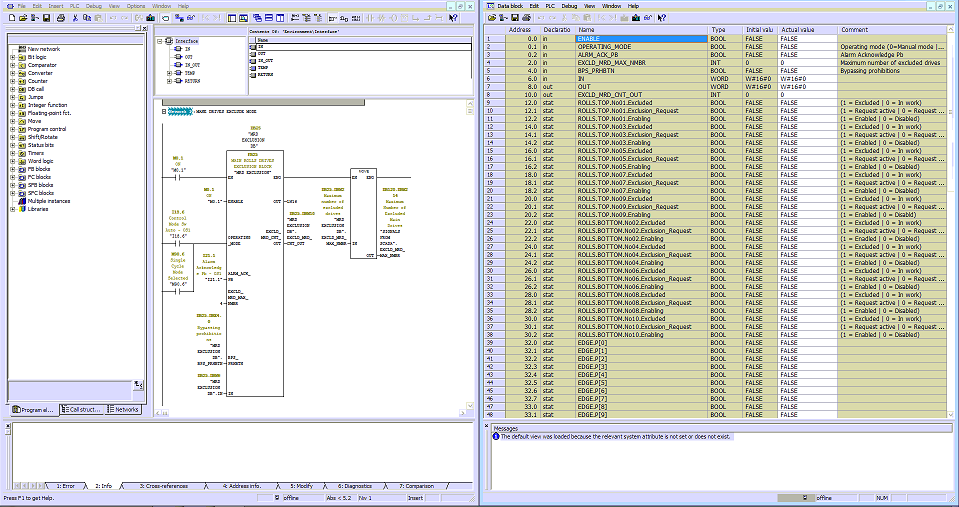
— в проект контроллера были добавлены функциональный блок и блок данных, обеспечивающие возможность исключения, контроль количества и учёта взаимных ограничений, накладываемых на исключение из работы валков исходя из требований технологического процесса (рис. 7);
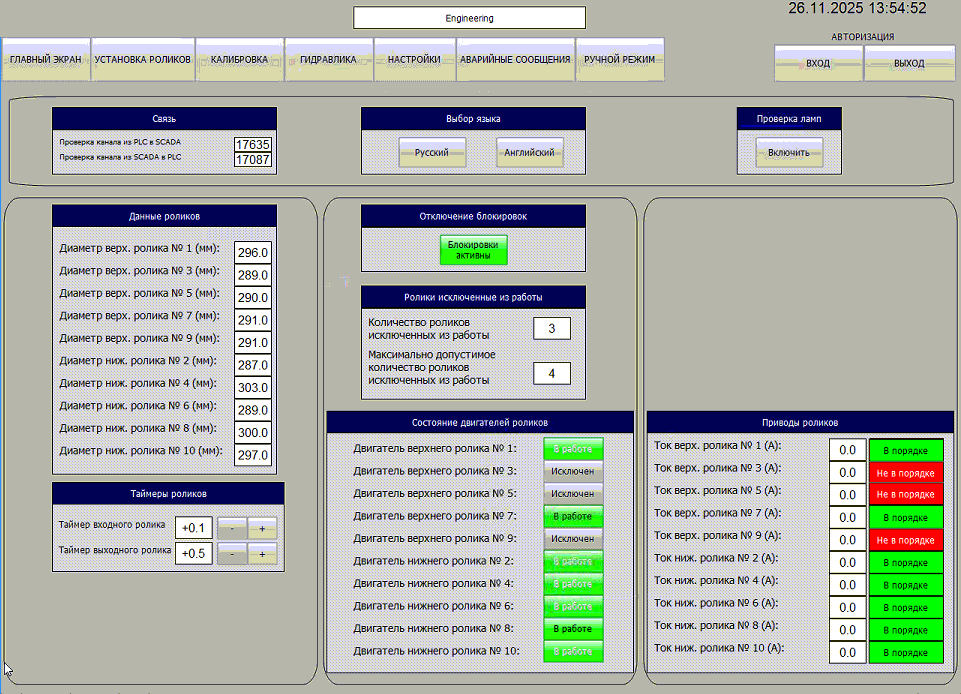
— в проект системы визуализации технологического процесса SCADA установки были добавлены соответствующие элементы управления (кнопки) и индикации (изменение цвета кнопок и надписей на кнопках) (рис. 8), а также аварийные сообщения (рис. 9).
Рис. 7
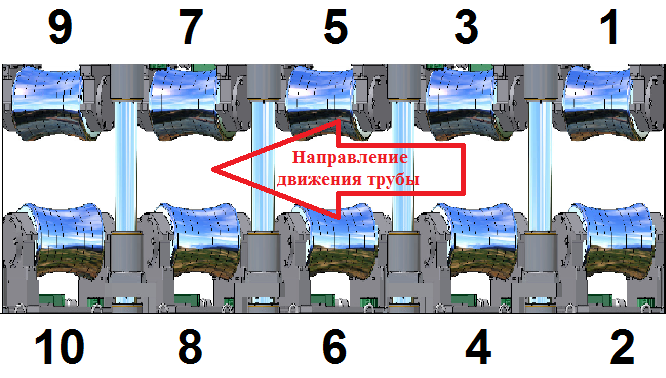
При внесении изменений учитывались следующие требования:
1) Валки*** из первой пары не могут быть исключены из работы в нормальном режиме (ручной, автоматический, полуавтоматический);
2) На исключение из работы валков из второй и третей пары накладываются взаимные ограничения:
— при исключение из работы валка №3 валки №4 и №6 не могут быть исключены из работы;
— при исключение из работы валка №4 валки №3 и №5 не могут быть исключены из работы;
— при исключение из работы валка №5 валки №4 и №6 не могут быть исключены из работы;
— при исключение из работы валка №6 валки №3 и №5 не могут быть исключены из работы.
3) Одновременно может быть исключен из работы только один из валков четвертой и пятой пары, то есть:
— при исключении из работы валка №7 валок №8 не может быть исключен из работы и наоборот;
— при исключении из работы валка №9 валок №10 не может быть исключен из работы и наоборот.
4) Общее количество исключенных из работы валков не может превысить максимально допустимое количество электродвигателей для исключения с учетом описанных выше особенностей.
5) Максимально допустимое количество электродвигателей для исключения определяется исходя из требований технологического процесса (в нашем случае количество было установлено персоналом технологической службы заказчика), задается единожды в качестве входного параметра функционального блока контроллера и не подлежит изменению с панели управления системы визуализации технологического процесса SCADA.
6) Описанные выше запреты на исключение из работы валков могут быть сняты при активации режима технического обслуживания или нажатия соответствующей кнопки на панели управления системы визуализации технологического процесса SCADA. При этом работа установки в автоматическом и полуавтоматическом режимах должна быть запрещена с формированием соответствующих аварийны (предупредительных) текстовых сообщений на панели управления.
7) Право на изменение состояния элементов управления (кнопки) должно быть предоставлено только авторизованным пользователям с правами администратора. Условия авторизации (вход, выход, время автоматического выхода, перечень пользователей для авторизации) остаются без изменений.
8) Должна быть предусмотрена блокировка элементов управления (кнопки) при работе установки в автоматическом или полуавтоматическом режимах, а также в случае выполнения условий наложения взаимных блокировок, описанных выше.
*** Схема расположения валков на установке показана на рис. 10.
Рис. 10
Добавление элементов управления и индикации, а также аварийных (предупредительных) текстовых сообщений на панели управления системы визуализации технологического процесса SCADA установки было выполнено на существующий экран по средствам специализированного программного обеспечения WinCC Runtime V7.0 + SP3 + Upd1. Дополнительно была выполнена организация расположенных на экране других объектов (элементы управления, индикации, текстовые поля и т.п.).
В процессе производства трубы в КТСД АО «Газпром трубинвест» применяется установка высокочастотной сварки EloWeld1200 производства фирмы SMS-Elotherm (Германия). В данной установке индуктор для разогрева кромок трубной заготовки установлен непосредственно на подвижном 3-D столе. Для передачи электрической мощности повышенной частоты от силового преобразователя до подвижного 3-D стола используются гибкие коаксиальные водоохлаждаемые электрические кабели в количестве 8 штук (фото №1). Эти кабели охлаждаются дистиллированной водой и соединены последовательно по 2шт. Другими словами, установлено 4 пары кабелей.
Фото №1
При производстве трубы Ø168 х 8,9 мм произошло аварийное отключение установки высокочастотной сварки. На панели оператора была активна ошибка «Преобразователь +F. Неполадка драйвера № 48». Видимых причин (заусенцы на кромках трубы и т. д.) для срабатывания защиты не было. При детальном осмотре оборудования заметили, что сильно нагрелся (около 50°С) один из восьми силовых водоохлаждаемых кабелей идущих, от преобразователя до 3-D стола. Еще один кабель был тоже горячий, но его температура была на ощупь намного меньше. Остальные шесть кабелей были почти холодные. Проверили схему охлаждения кабелей дистиллированной водой. Эти два кабеля соединены последовательно, причем сильно разогретый кабель был в схеме охлаждения первым. Проверили протоки охлаждающей воды через эти кабели — проток воды отсутствовал. Два неисправных кабеля отключили от системы охлаждения, исключили из электрической схемы и демонтировали. Установку запустили в работу на шести кабелях, ограничив мощность (и незначительно скорость производства трубы соответственно).
В процессе разбора неисправных кабелей стал понятен принцип их устройства, и выяснилась причина перегрева и срабатывания защиты. Каждый кабель состоит из многопроволочных медных проводников внутренней и наружной жилы. Для защиты от перегрева каждая жила имеет отдельное охлаждение. На концах жил припаяны специализированные присоединительные наконечники, обеспечивающие через себя проток жидкости и служащие одновременно электрическим контактом. Во внутреннюю медную жилу вставлен пружинный каркас для протока охлаждающей жидкости. Внутренняя жила с каркасом помещена в изолирующий шланг, изготовленный из специальной резины. Концы изолирующего шланга с внутренней жилой вставлены в присоединительные наконечники наружной жилы. Проводники наружной жилы расположены поверх изолирующего шланга по типу экрана. Все это вставлено в наружный резиновый шланг, служащий одновременно электрическим изолятором. На специализированных присоединительных наконечниках наружной жилы концы наружного шланга обжаты хомутами.
От времени, высокого напряжения и частоты тока внутренний резиновый изолирующий шланг первого кабеля частично расслоился и потрескался. Мелкие частицы шланга при его разрушении стали перекрывать в нем проток охлаждающей жидкости. Под действием давления в системе охлаждения резиновый изолирующий шланг внутренней жилы распух и тем самым полностью перекрыл проток охлаждающей воды через внутреннюю жилу (фото №2 и №3), что привело к ее значительному нагреву.
Фото2Фото 3
От повышенной температуры произошло разрушение (прожиг) резинового изолирующего шланга и, как следствие, короткое замыкание(фото №4, №5).
Фото 4Фото 5
В результате короткого замыкания повреждения получили внутренняя жила кабеля и пружинный каркас, обеспечивающий проток воды. Во время короткого замыкания вода внутри кабеля закипела. От увеличенного давления так же были разрушены центральные изоляторы. Одновременно с первым кабелем частицы горелой резины забивали и второй кабель. Разогрев внутренней электрической жилы второго кабеля так же произошел, но до температуры недостаточной для разрушения резинового изолирующего шланга. Электрических пробоев между фаз не было. Проток охлаждения внутренней жилы оказался забит мелкими кусочками горелой резины из первого кабеля, а сам шланг расслоился(фото №6).
Фото 6
Коаксиальные водоохлаждаемые электрические кабели разработаны и эксклюзивно произведены фирмой SMS-Elotherm. В России кабели подобного типа не производятся (точнее, водоохлаждаемые кабели выпускаются, но они не коаксиальные). В документации, переданной поставщиками оборудования, заказные данные для приобретения кабелей отсутствуют.
После полной разборки кабелей была произведена дефектовка вышедших из строя деталей, разработаны сборный и деталировочные чертежи.
Единственным выходом оставалось попытаться выполнить ремонт.
В начале были найдены отечественные производители материалов и деталей. По нашим индивидуальным заказам и чертежам в разных городах России были изготовлены необходимые для ремонта детали. В городе Волжский изготовлены резиновые рукава (шланги). Особенностью этих шлангов является то, что они соответтвют нашим требованиями не только к внутреннему, но и к наружному диаметрам. Центральные изоляторы изготовлены в Ярославле по нашим чертежам. Пружинный каркас длиной 5 метров из немагнитной нержавеющей стали произвели в Казани. Подобраны отечественные резиновые уплотнения. Часть деталей изготовлена силами механической мастерской нашего предприятия.
Разработаны методы ремонта и уникальная последовательность сборки.
На первом этапе ремонта кабеля с перегоревшими жилами был полностью снят обуглившийся изнутри резиновый шланг (фото №7).
Фото 7
Очищена от нагара внутренняя жила. Восстановлены перегоревшие проводники внутренней и наружной жил кабеля. Заменен пружинный каркас во внутренней жиле. Внутренняя жила затянута в новый резиновый изолирующий шланг(фото№8).
Фото 8
Внутренний резиновый изолирующий шланг был смонтирован внутри наружной токоведущей жилы(фото№9) и собран неповоротный электрический присоединительный контакт.
Фото 9
Затем был смонтирован наружный резиновый изолирующий шланг, его удалось сохранить «родной» (фото№10),
Фото 10
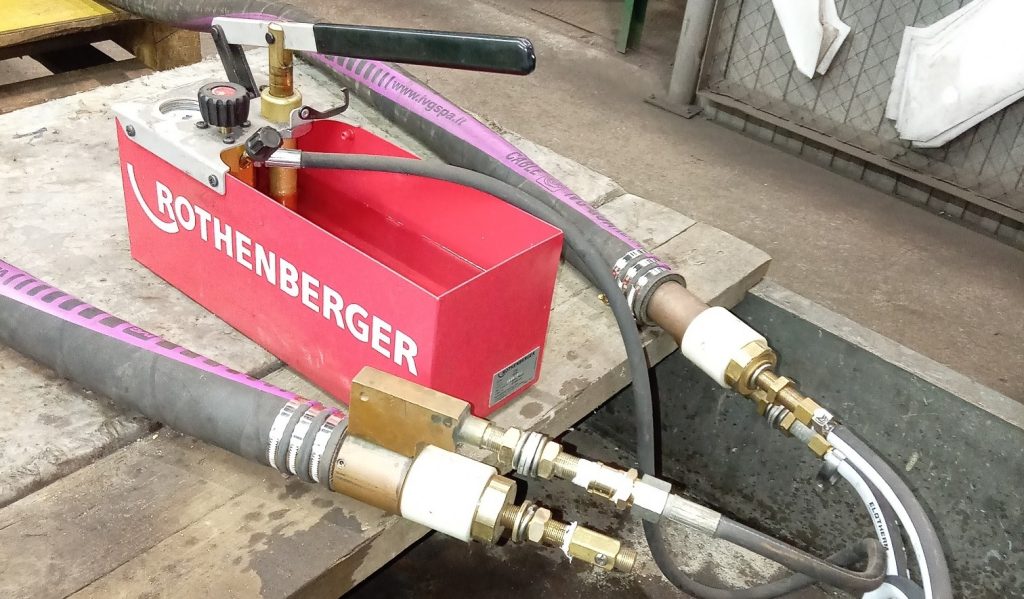
а так же поворотный электрический присоединительный контакт. Для герметизации жидкости, протекающей в наружной жиле, на защитный шланг внутренней жилы внутри присоединительных контактов одеваются резиновые уплотнительные кольца и шайбы из полимера. Все это стягивается центральным изолятором. Снаружи устанавливаются хомуты. Для герметизации жидкости, протекающей во внутренней жиле, используется самозажимная втулка и специальная конусная латунная гайка. После сборки кабель был опрессован под повышенным давлением в течении суток.(фото №11). На заключительном этапе ремонта кабель был поставлен на промывку(фото №12).
Фото 11Фото 12
Второй силовой водоохлаждаемый кабель был собран по той же схеме.
В настоящее время восстановленные кабели смонтированы на оборудовании и опробованы под нагрузкой. Далее в процессе эксплуатации кабели были демонтированы попарно, и в этих кабелях заменен внутренний изолирующий шланг. В настоящее время мы готовы рассмотреть заявки на ремонт подобных кабелей, и при технической возможности, выполнить их ремонт.
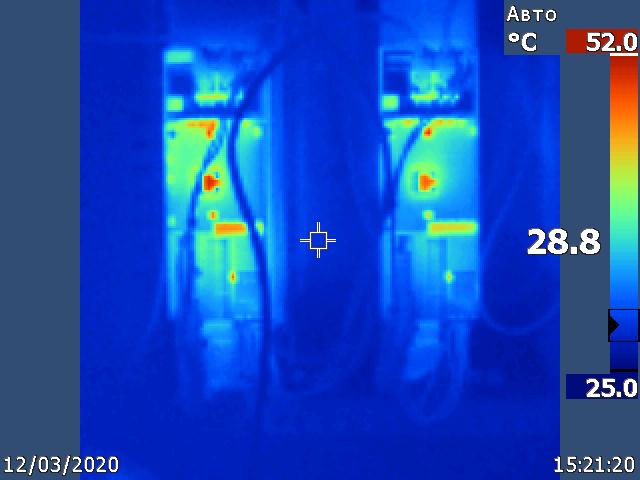
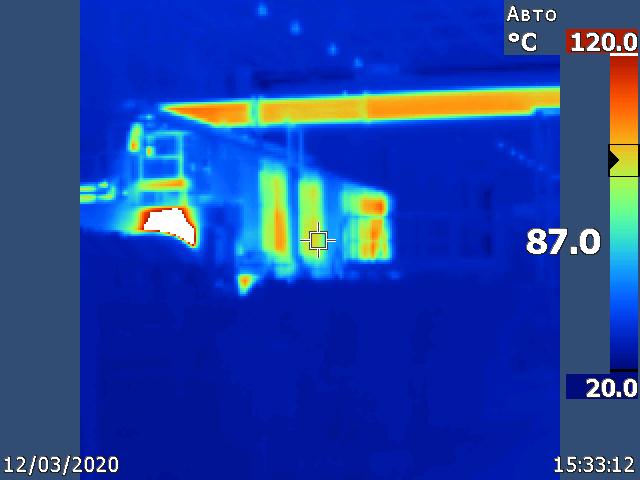
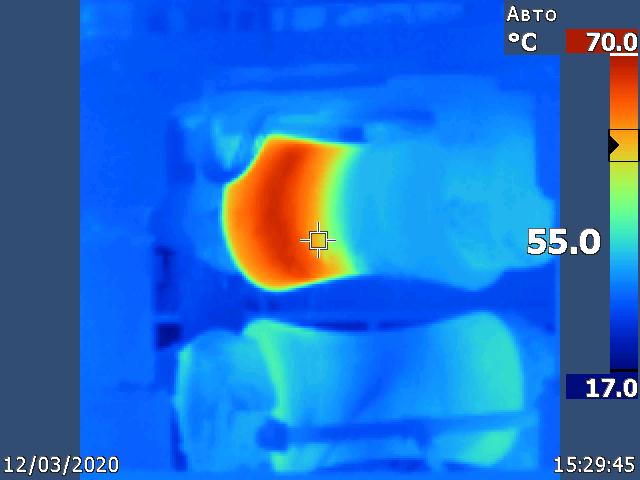
Тепловизионный контроль – вид неразрушающего контроля, основанный на фиксировании и преобразовании инфракрасного излучения в видимый цветовой спектр. Тепловой контроль применяется во всех отраслях промышленности, где по неоднородности теплового поля можно судить о техническом состоянии контролируемых объектов.
Преимуществами теплового контроля являются: универсальность, точность, оперативность, производительность и возможность проводить контроль дистанционно.
Потенциальные объекты для тепловизионного контроля: электрические и водогрейные котлы, паровые, сосуды под давлением, трубопроводы, системы газоснабжения и газораспределения, газопроводы, оборудование для металлургической промышленности, металлоконструкции, строительные объекты, оборудование электроэнергетики, а также механизмы генерирующие тепловую энергию, в узлах которых имеется повышенное трение.
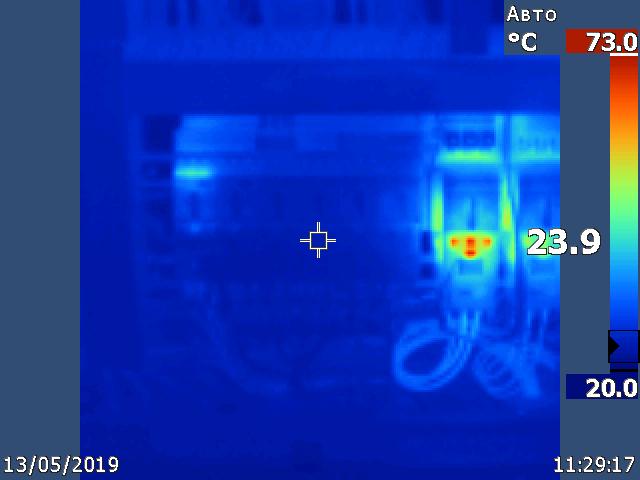
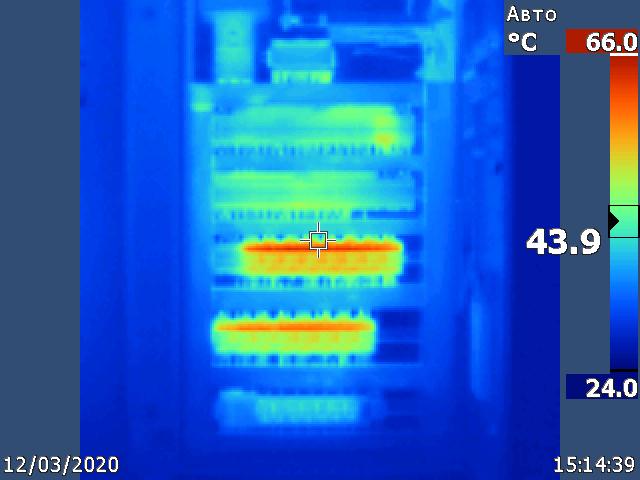
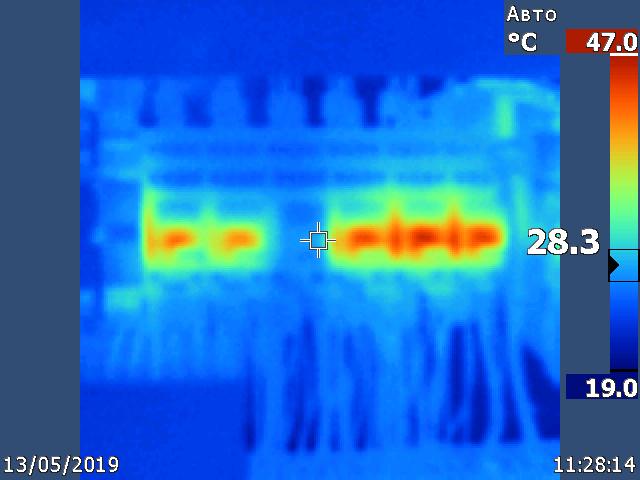
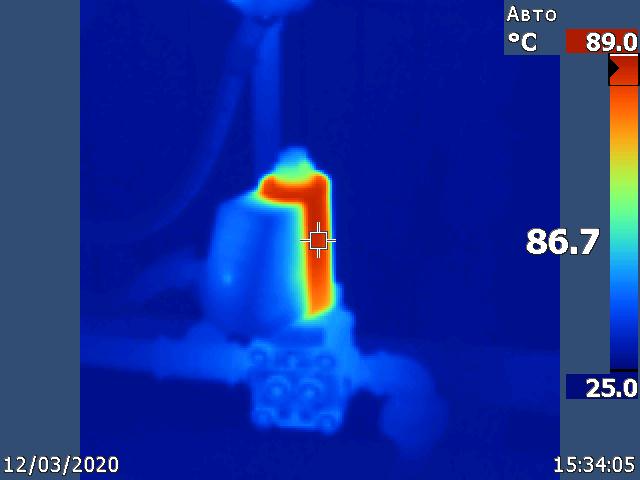
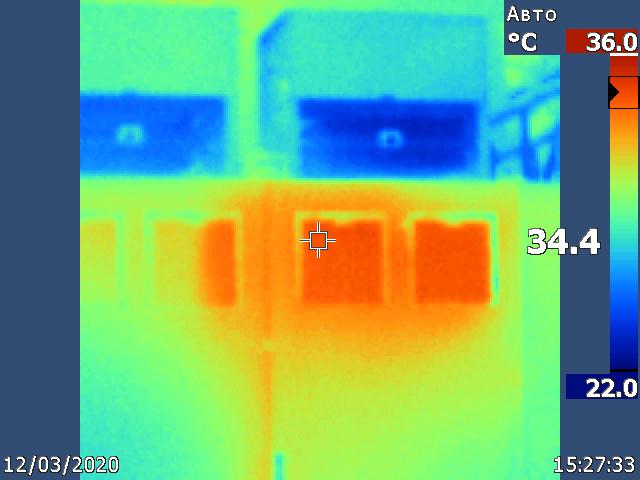
Нагрев частотных преобразователей в шкафу управления оборудованием.
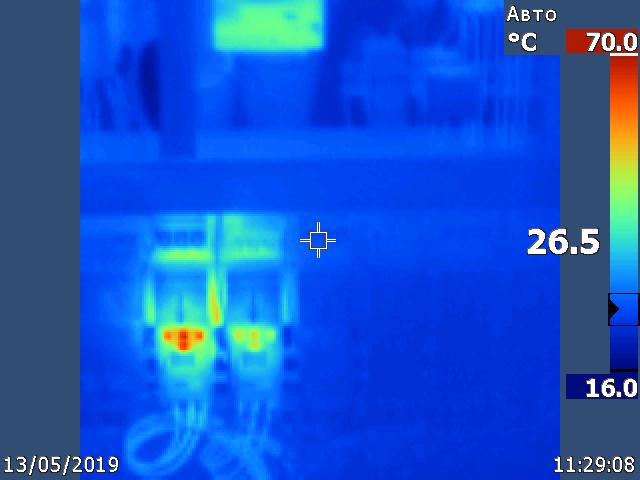
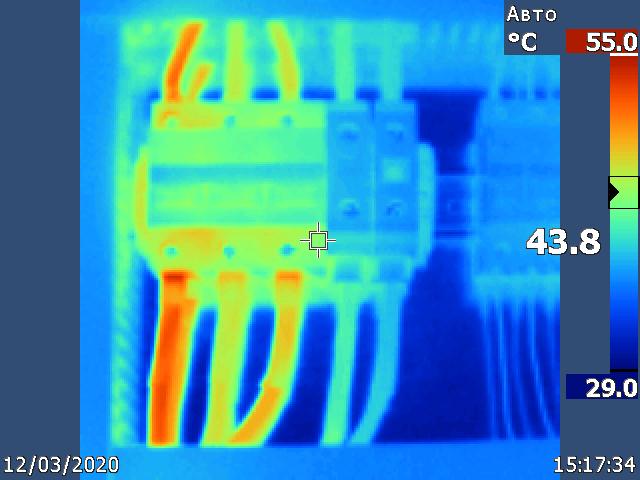
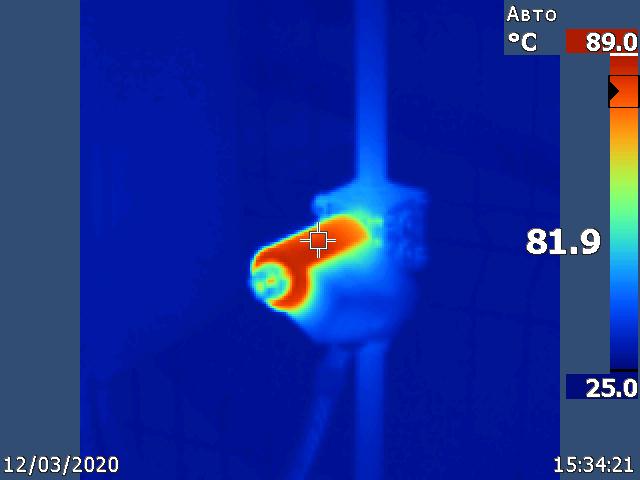
Нагрев пускорегулирующей аппаратуры в шкафу управления оборудованием.
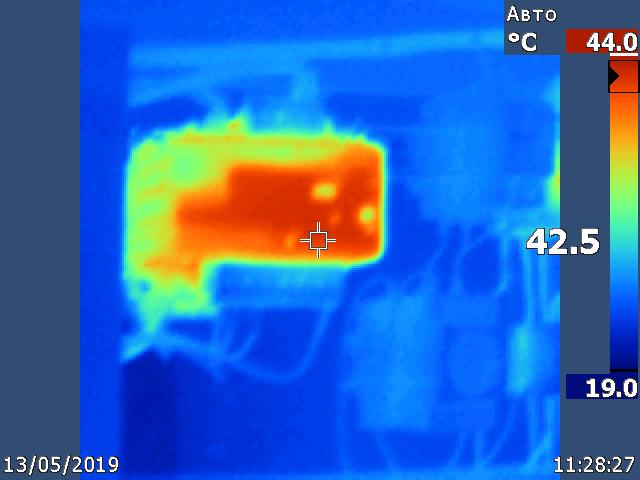
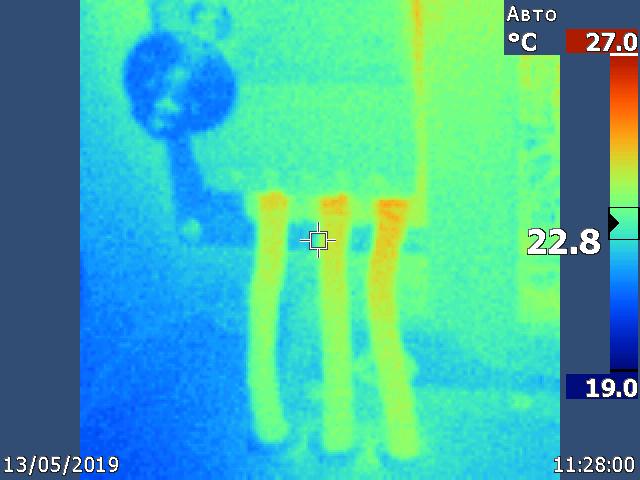
Пример не равномерного распределения нагрузки по фазам в шкафу освещения, как следствие нагрев одной из фаз.
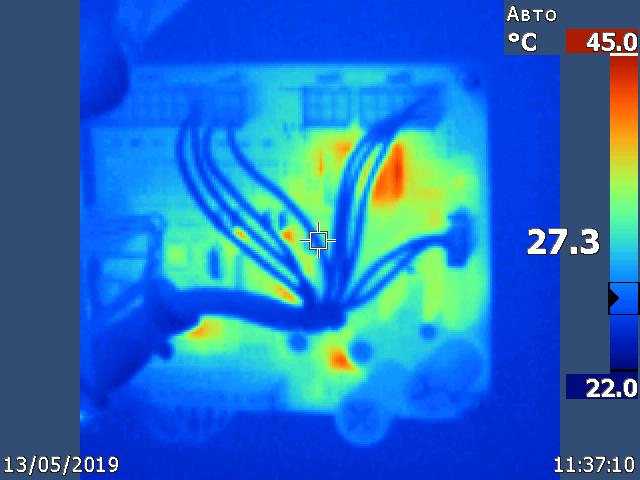
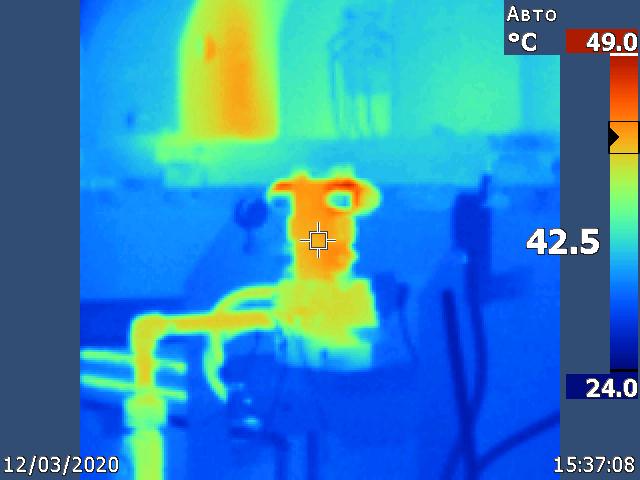
Контроль фаз на оборудовании и симметричная нагрузка на них.
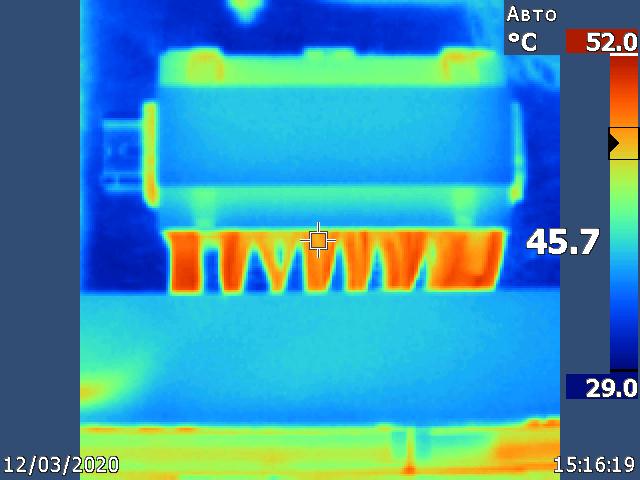
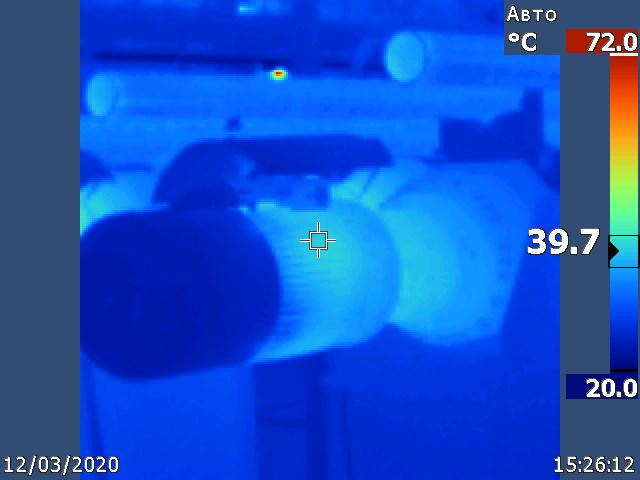
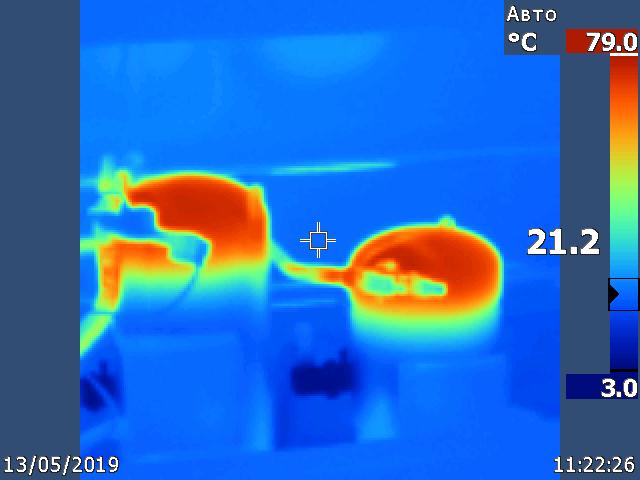
Контроль температуры двигателей.
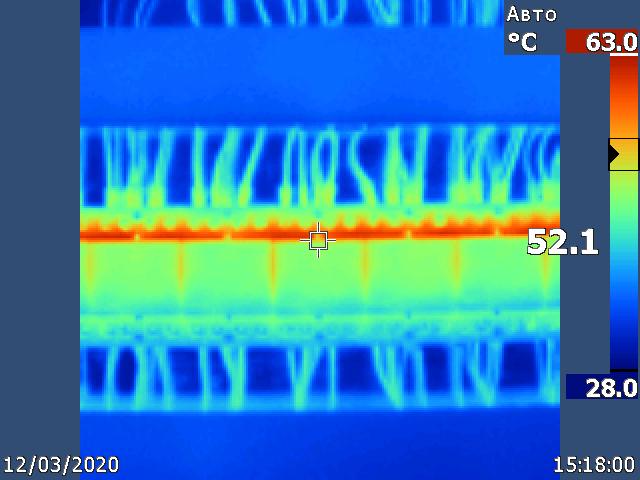
Нагрев воздуховодов в цеху на производстве.
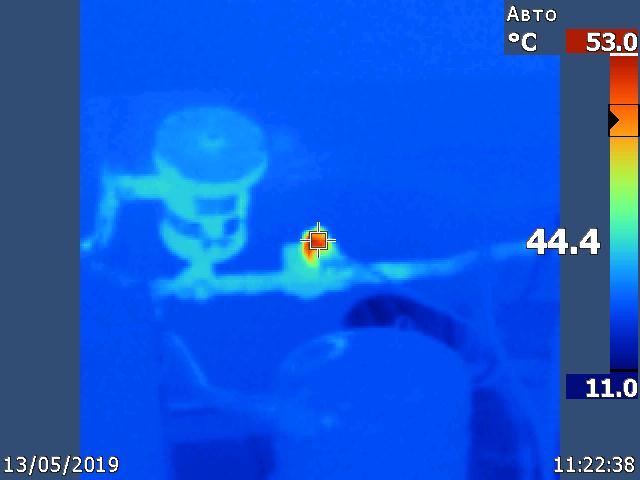
Контроль отдельных элементов на оборудовании.
Системы кондиционирования и вентиляции шкафа.
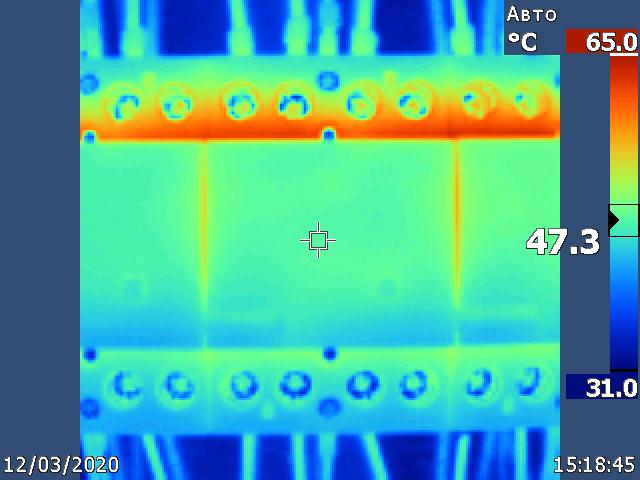
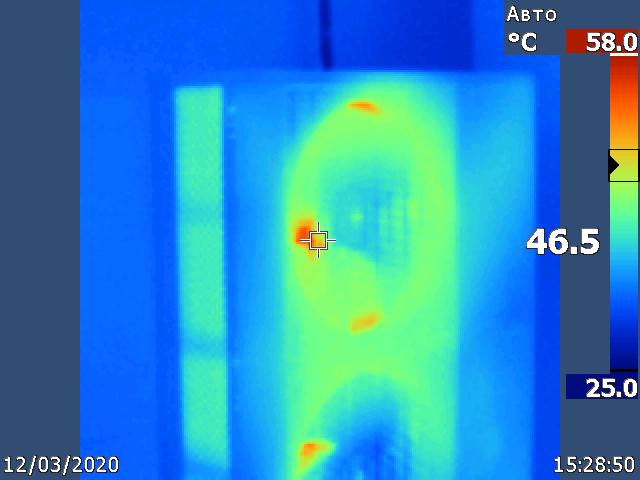
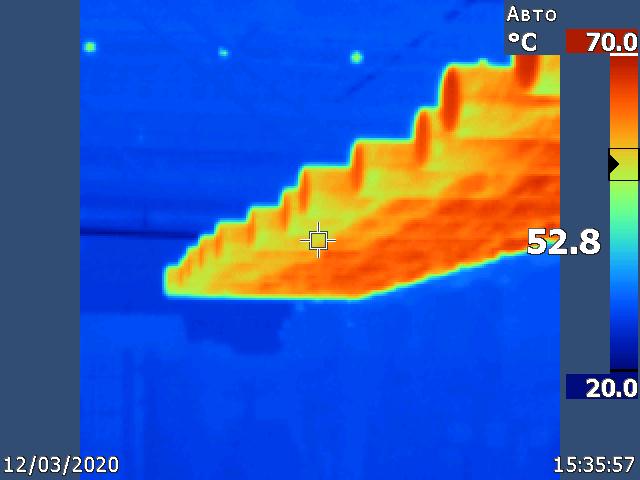
Теплонагруженный валок в установке.
Контроль заготовок на производстве.
Кроме применения на производстве, тепловизионный контроль можно применять при строительстве и утеплении домов, квартир, складских помещений. Определять тепло потери через окна и в конструкциях через стены, крышу. Тем самым выявлять какие-либо нарушения технологии при монтаже теплоизоляции.
Еще один из способов использования тепловизионного контроля это поиск неисправности при ремонте электрических плат оборудования. Бывает, что неисправный элемент на плате начинает греться больше чем окружающие его элементы, тем самым выявляя место неисправности.
Минусом данного прибора является только его стоимость, поэтому иметь такой прибор в личных целях и в единичных случаях не целесообразно, выгоднее обратиться в компанию работающей с такой спецификой которая проведет обследование объекта или оборудования.
В первую очередь производим чистку электродвигателя, это может быть как сухая чистка (стальной щеткой, обдув сжатым воздухом), так и мойка аппаратом высокого давления.
Мойка двигателя
Затем производим осмотр на возможные механические повреждения (сколы). Открываем клеммную коробку барно, производим протяжку клеммных соединений, если есть повреждения соединительного клеммника — изготавливаем новый.Делаем замер сопротивления изоляции обмоток статора относительно корпуса эл.двигателя, а так же между обмотками статора, в целях проверки состояния изоляции и пригодности эл.двигателя к работе. Если эл.двигатель имеет слишком низкое сопротивление изоляции, то производим сушку в специальной сушильной камере или тепловой пушкой. После того как, установили эл.двигатель на ремонтный стол, снимаем полу- муфту специальным съемным устройством и начинаем разборку эл.двигателя. Снимаем кожух крыльчатки, проверяем целостность крыльчатки, отсутствие люфта. Далее необходимо снять передний и задний фланец эл.двигателя и визуально произвести осмотр целостности фланцев, выводим ротор из статора для оценки состояния подшипников, установленных на валу ротора, при необходимости производим замену подшипников, а так же проверяем шейку посадочного места. Устанавливаем новые подшипники проверенной фирмы KOYO (Made in Japan).
Разборка двигателя
Если есть необходимость, производим влажную мойку обмоток внутри статора с последующей сушкой, и обязательно производим повторный замер сопротивления изоляции. Собираем эл.двигатель в обратной последовательности.
На стенде производим запуск эл.двигателя на холостом ходу и замеряем ток холостого хода. На эл.двигателе имеется бирка с данными, сопоставляем произведенные замеры и, если все соответствует норме, отдаем эл.двигатель в работу.
Основная цель технического обслуживания – это профилактика и своевременное обнаружение неисправностей.