
В 2018 году у заказчика возникла идея заменить драйверы двигателей постоянного тока на линии по производству сварного профиля 127 мм. Идея возникла не на пустом месте – летом 2017 года сгорел драйвер тележки пилы, унеся с собой еще и двигатель постоянного тока мощностью 69 кВт. И если двигатель такой мощности и габарита довольно быстро нашли и купили, то такой же драйвер найти не получилось и пришлось устанавливать драйвер другого производителя. Спасло ситуацию еще и то, что драйвер управлялся по дискретным входам и не потребовалось перепрограммировать систему управления пилой. Принятые меры позволили возобновить производство, но остались последствия – пила перестала работать во всем диапазоне скоростей, приходилось снижать скорость, что приводило к уменьшению производительности линии в целом.
Помня об этой аварии, заказчик обратился к нашей компании с просьбой о замене драйверов формовочной и калибровочной клетей, а также разматывателя штрипса. Приняв решение об участии в проекте, мы ознакомились с существующей системой. Основное устройство управления – ПЛК Siemens S7-315 2DP, управление драйверами осуществлялось по сети CAN-Open через специальный интерфейсный модуль в ПЛК.
Фирма изготовитель этого прокатного стана использовала драйверы производства ф. SAEL (Италия) (фото 1).

Судя по датам эти драйверы были разработаны в середине или конце 90-х годов прошлого века, а в составе линии работали с 2002 года. Для своего времени это были неплохие устройства, и возможно в других условиях проработали бы еще десяток лет. Однако применение в черной металлургии диктует свои условия и правила. Так, например, драйвер выполнен по схеме многослойного «бутерброда» с практически открытой платой управления, платы не имеют защитного лакового покрытия, а черная металлургия это, прежде всего вездесущие металлическая пыль и окалина, проводящие электрический ток. Обслуживающему персоналу часто приходилось разбирать драйверы, промывать и чистить (фото 2).

По результатам таких работ неоднократно были замечены окислы на дорожках печатных плат, также неоднократно фиксировались проблемы с включением драйверов. Кроме того имелись сложности другого рода – проблемы с параметрированием, т.к. это переходная модель от аналоговых ПЧ к цифровым – часть параметров драйвера настраивается через меню, другая часть через переключатели и подстроечные резисторы на плате.

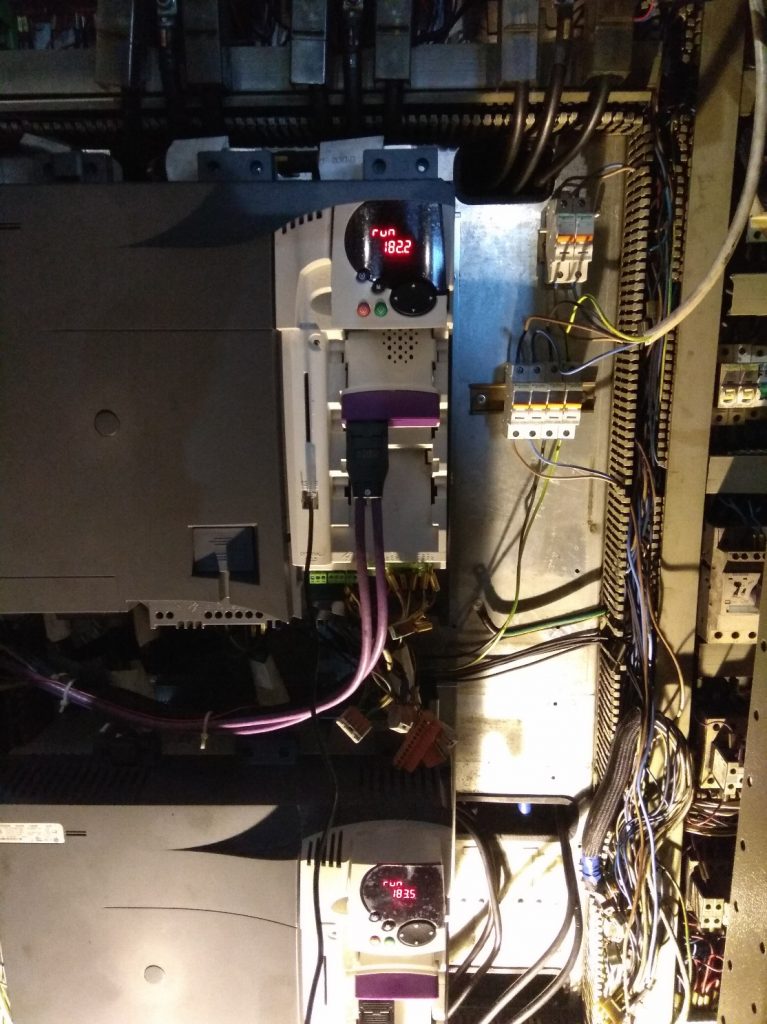
В качестве замены были предложены драйверы Mentor MP. Эти драйверы уже применялись у заказчика, поэтому было принято решение об унификации с существующими. В качестве шины передачи данных был выбран Profibus, как родная шина для контроллеров ф.Siemens. Для драйверов заказали коммуникационные модули Profibus.
Совместно с персоналом заказчика были проведены работы по демонтажу старых дайверов и монтажу новых. В новые драйверы установили коммуникационные модули, изготовили, установили и подключили кабели шины Profibus (фото 4).

После проверки правильности подключений выполнили пробное включение приводов, отпараметрировали и сделали ввод в эксплуатацию.
Т.к. изменилась сеть передачи данных с CAN-Open на Profinet, пришлось переделывать программу контроллера: поменяли аппаратную конфигурацию, написали функциональный блок управления драйвером, интегрировали этот блок в основную программу для управления тремя преобразователями. После загрузки новой программы в ПЛК провели отладку программы, а также проверили работоспособность обновленной системы без материала.
После загрузки материала в линию проверили работоспособность в различных режимах, по результатам были сделаны некоторые настройки и доработки. Также была решена проблема старых драйверов – перегрев двигателей при длительных остановках оборудования (драйверы SAEL не отключали обмотку возбуждения двигателя при простое, что приводило к перегреву и выходу двигателя из строя). На новых драйверах для этого предусмотрены контакты для подключения реле, что и было сделано.
Кроме того работниками МО был проведен анализ параметров драйвера пилы и выявлены явные нарушения, после устранения которых пила стала устойчиво работать на всех скоростях, что позволило повысить производительность.
По результатам испытаний подписан двухсторонний акт выполненных работ, все поставленные задачи выполнены.